Engineering solutions for emissions control
Reduce pollutant emissions with our innovative products and solutions
Know moreProducts and solutions
Air pollution control systems
We are a one-stop shop. We are able to meet all your needs for the development, design, manufacturing, assembly, commissioning, and maintenance of air emissions control projects.
FIVEPULSE bag filter
Part of the dust that arrives with the gas is separated at the filter inlet, the remaining dust is collected on the surface of the bag, where a dust pre-coating is created, essential for achieving high degrees of separation.
The filter bags are cleaned by periodic pulses of compressed air that pass through the blow tubes when the diaphragm valves open. Each row of bags is blown, creating a sudden increase in pressure inside the bags, causing the dust to fall from the outside of the bags. The diaphragm valves are electronically controlled, allowing for the adjustment of blowing time and pulse to the desired operating conditions. The electronic controller can be operated manually or automatically in accordance with pressure loss.
Automatic control keeps a constant filter pressure drop, optimising bag life and minimising compressed air consumption, especially when gas flow rates vary, while also achieving greater filtration efficiency.
FIVEPULSE filters can be vertical bag or horizontal bag filters, the latter being used when there is a height limitation for bag extraction.
We also have round filters, especially for those cases that must work under high pressure values: 5000 to 8000 mm wg vacuum pressure.
Series
There are four FIVEPULSE filter series:
- SQUARE SERIES
- RECTANGULAR SERIES
- DOUBLE SERIES
- INDEPENDENT CHAMBER SERIES
Dust discharge is by means of a worm drive system and rotary or double-flap valves.

Online filters
The bag filter is designed for continuous operation with high degrees of availability. It has an online cleaning system, meaning the bags are cleaned during the filtration process.

Filters with independent chambers
The bag filter is divided into independent chambers. Designed for continuous operation with high degrees of availability. This type of filter allows you to work with one chamber isolated, letting you perform maintenance tasks on one of the chambers without shutting down the entire installation. It has an offline cleaning system, meaning you can isolate the chamber that is going to be cleaned to ensure effective cleaning of the bags while the rest of the chambers continue to be filtered.
Independent chamber filters periodically isolate one chamber, for cleaning. Each chamber has a butterfly valve at the inlet and a poppet valve at the outlet, allowing for complete isolation of that chamber and maintenance without the need to bypass the filter. In this type of filter, bags measuring up to 7 metres in length are used, allowing for very large filtering surfaces of 12,000 m2 or more if required. This filter type is mainly used to filter emissions in applications such as household waste incinerators, coal boilers, biomass boilers, the cement industry, and steel mills.









FIVECERAMIC ceramic filters
Description
Low-density ceramic filters are a new type of filtration technology that has been proven to yield the lowest levels of solid particle emissions into the atmosphere.
ELIMINATION OF ACID GASES, VOCs, HEAVY METALS, AND DIOXINS BY DRY MEANS
According to the diagram on the left, the absorption of acids such as HCl, HF, and SO2 and the adsorption of heavy metals, VOCs, and dioxins occurs by introducing sodium bicarbonate or calcium hydroxide and activated carbon into the system by pneumatic means, achieving results that comply with the regulations dictated by the EEC for toxic and hazardous emissions from industrial products such as the INCINERATION OF HOSPITAL WASTE.
Advantages

Filtration temperature much higher, up to 900ºC

Better resistance to corrosion and acid degradation.

Higher filtration speeds.

Total resistance to sparks and incandescent particles.

High capacity for the retention of acid gases.

Longer life for ceramic cartridges.

Greater filtration efficiency.


FIVECARTRIDGE cartridge filter
Description
A cartridge filter is a self-cleaning filter that uses compressed air pulses. This type of filter is used to separate dry dust from the air.
Due to the star shape of the cartridge, a greater surface area for filtration is achieved while the filter occupies minimal space.
High degrees of filtration efficiency are achieved, even with extremely fine powders.
Filter maintenance is performed from the clean side of the filter.

Compact filter
Description
FIVEMASA’s compact, flat-cartridge filters are self-cleaning by means of compressed air, being designed to operate continuously with high degrees of filtration efficiency.
Due to the flat cartridge's unique configuration, maximum surface area for filtration is achieved while the filter occupies minimal space.
The air charged with dust enters the filter through the rear wall and is distributed in the space around the cartridges, which allow only clean air to pass through. Once it has gone through the cartridges, the clean air is evacuated through the front. The dust collected is removed from the cartridges by means of a compressed air pulse system which injects air into each cartridge through the front, allowing the released dust to fall directly into the hopper.
Downflow filter
The air with dust enters through the filter head, with clean air exiting through the front side, thus the air passing through the filter helps the filtered dust to fall into the hopper.
Special features of compact filters
- The shape of the mounting flange allows for a perfect seal to protect the filter’s dirty/clean separation plate.
- The collar's position perfectly protects the filter media.
- Continuous pleat bounding provides uniform support while maintaining flexibility.
- Wide pleat spacing makes it very easy to remove dust.
- The flexibility of the pleats responds perfectly to pulse-jet cleaning.
- Steel ends provide strength and protection.
- The rigid base supports the filter media.
- The aerodynamic shape optimises air flow and minimises pressure drops during filtering and cleaning.
Cyclones and Multicyclones
Cyclones
The cyclone is a centrifugal separator in which air containing suspended dust enters in the tangential inlet. After several turns in the body and cone, the dust is deposited and the clean air is evacuated through the axial outlet of the cylindrical part of the cyclone. When subjected to centrifugal force, dirt and dust particles tend to concentrate in the thin layer of air close to the cyclone wall.
The downward helical movement of the main air stream projects the separated solids out of the unit to a discharge valve and collection bin. Dust collection efficiency depends on several factors such as particle size, particle density, gas temperature, and the overall dimensions of the cyclone.
To achieve the best performance, FIVEMASA optimises the cyclone inlet velocity. Cyclones can be manufactured in groups of 2, 4, or 6 cyclones (in parallel) to treat larger flows of gas.
Multicyclones
Our multicyclone collector has been designed to achieve high separation efficiencies for high gas flow rates. This high efficiency is achieved through very small diameter cyclones that, when combined, form a compact unit. In operation, the gas with the dust enters the collector’s cells axially through static impellers. The curved blades of the impeller centrifuge the dust, which is deposited in a hopper while the clean gas exits through the top. Both the cyclones and the static impellers are built in cast steel; thus, depending on the alloy, they can have great resistance to abrasion.
- High efficiency for dust separation.
- Low cost due to simple construction.
- Low maintenance costs, there are no moving parts.
- Low operating cost due to constant pressure drop.
- Takes up little space, even for large flows.

Electrofilters
Need for clean air
Polluted air is a byproduct of progress, generated from the simplest movement to the most complex operations. Examples include tobacco smoke in an office, welding fumes in a boiler shop, and oil mist in a machine shop. All these contaminants must be collected and filtered using FIVEMASA electrostatic precipitators.
Conservation of energy
Our electrostatic precipitators have a low pressure drop; thus, the energy consumed by the fans is lower compared to other types of filtration. In addition to being low at the beginning, it remains low over time. The high degree of separation efficiency of FIVEMASA electrostatic precipitators allows for the recirculation of treated air. Thus, there is no need to spend money on heating the room. With other filtration systems, the air used to capture contaminants must be extracted. This is because of those other systems’ lower efficiency levels.
Operating principle
The principle on which FIVEMASA electrostatic precipitators are based is that of the attraction and repulsion of electrical charges.
A particle with a given electrical charge is attracted by another particle of the opposite charge and repelled by another particle of the same charge — and this is the basis of electrostatic precipitation.
First, the particles must be charged, and this is done in the ionising section using spiked plates called ionisers. These ionisers are charged at a high voltage. Some of them may stick to the ionisers, but most pass to the collecting cell.
The collecting cell is made up of alternately charged and earthed plates. The particles passing through this section are repelled by the electrically charged plates and attracted by the grounded plates.
The particles collected are cleaned once a day by an automatic cleaning system that uses water and detergent.
The use of electrostatic precipitation is more effective on small particles because the charge they can carry is greater in relation to their mass than that of large particles. Therefore, it is advantageous to separate larger particles before they pass through the electrostatic precipitator.
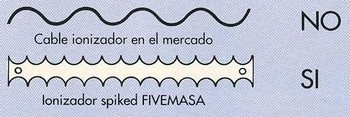
FIVEMASA presents the new spiked ioniser
In the past, the biggest complaints about electrostatic precipitators involved failures in the electrodes or wire mesh ionisers. These failures were due to excessive humidity, improper handling of the cells, and excessive accumulation of contaminants. They resulted in excessive maintenance work and frequent precipitator shutdowns.
Advantages of the spiked ioniser
- Reduction in maintenance time.
- Elimination of failures in secondary components.
- Elimination of failures in the high-voltage transformer.
- Elimination of electrostatic precipitator shutdowns.
- Increased separation efficiency.
Automatic cleaning systems
The 71 series models can be equipped with automatic cleaning, which significantly cuts down on maintenance work and keeps up the high efficiency of the equipment.
For cleaning, the fan is stopped once a day and water and detergent are introduced in the appropriate mixture, controlled by the control panel. This automatically cleans both the ionising electrodes and the collecting cells. The detergent is supplied by FIVEMASA and it is a biodegradable alkaline liquid whose formulation is specifically designed to remove particulate deposits stuck in equipment cells — this includes particles with grease that are difficult to clean using other systems.
The detergent is supplied in 5, 25, and 50 litre bottles.
Applications of the electrostatic precipitator

Manufacture of electronic components

Textile industry

Plastics industry (DEHP plasticisers)

Machining (oil mists)

Welding fumes (automotive industry)

Aluminium extrusion (graphite/lubricating oil mixture)

Atmospheric dust
Scrubbers
Venturi scrubbers
Venturi filters are designed with wet inlets for high-temperature gases, or dry inlets for cold or saturated gases.
They can have a fixed section for constant flow rates and adjustable section for variable flow rates.
They can be built from fibreglass-reinforced polyester, stainless steel, normal, and coated with rubber on the inside. They are used to capture very small particles, with their separation efficiency comparable to that of electrostatic precipitators and bag filters — but they have a lower investment for installation than the previous filters.
Medium Energy Scrubbers: FIVESPRAY and DYNAMIC
The filtration efficiency of these two devices is similar, but lower than that of the venturi type.
Pressure drop is between 125 and 200 mm wg. The FIVESPRAY can be fitted with a built-in extraction mechanism, while the DYNAMIC cannot. Their use depends on the application in question and the client's requirements.
Droplet separators
Our droplet separators are the VANE type. The blades create abrupt changes in direction and have channels where the droplets are separated from the gas flow. The drops in the channels form a liquid film that runs to the bottom by gravity, from where it is collected on the outside.
TYPICAL APPLICATIONS:
- Reduce emissions in pollution control processes like SCRUBBERS.
- Reduction of condensate concentration in feed gases.
- Elimination of droplets on cold batteries.
- Elimination of liquid mists.
Absorption/adsorption of SOx, HCl, HF, heavy metals, dioxins, and furans.
Absorption/adsorption of SOx, HCl, HF, heavy metals, dioxins, and furans.
The nature of the gases depends on the process that generates them; there are mainly solid particles, acidic compounds such as HCl, SO2, HF, heavy metals, dioxins, and furans.
Dry process
Our dry process system consists of a reactor, followed by a bag filter, and the calcium hydroxide —Ca(OH)2— or sodium bicarbonate injection system. The absorbent product is introduced into the gas flow before reaching the reactor. This is where the initial absorption reaction takes place, and then the complete reaction takes place in the bag filter, where the burnt neutral salts and particles from the process are filtered out.
Regarding the removal of heavy metals, dioxins, and furans, an activated carbon injection system is installed in parallel, following the same circuit as described above, with dioxins, furans, and heavy metals being adsorbed and finally separated in the bag filter.
Semi-dry process
In the semi-dry process, a cooling tower is used where a lime slurry is introduced through a spray nozzle. The injection of the slurry and compressed air brings about a droplet size small enough to achieve a high degree of effectiveness in terms of acid absorption.
The main components of the semi-dry absorption system are:
- The absorption tower with the lime slurry injection system.
- The lime slurry preparation unit with the slurry transport pipe circuit and compressed air.
- The bag filter that filters out dry particles from the process and the neutral salts generated.
Regenerative thermal oxidation (VOCs and CO)
Description
Regenerative thermal oxidation (RTO) is a chemical reaction in which, under certain conditions of temperature and residence time, certain hydrocarbon compounds react with oxygen to produce CO2, H2O (v), and a quantity of heat (Q) that will depend on the concentration of the compounds, as well as their nature and specific calorific value.
For the oxidation reaction to be complete, it must be carried out at a much higher temperature (around 800-900ºC). In this case, highly efficient heat recovery systems are required, as the efficiency of recuperative systems is relatively low and the energy cost would be excessive. For this reason, regenerative systems are used; that is, systems in which hot air passes through a ceramic mass with a very high surface area. This ceramic mass accumulates heat that is then released when, sequentially in time, cold air passes through said ceramic mass. That is, both hot and cold air pass sequentially in time through the same conduit (countercurrent), passing through the same ceramic mass. When the hot air coming out of the oxidation chamber passes through this ceramic mass, it heats this mass. After a certain amount of time, through a valve system, cold air passes through this hot ceramic mass, with said mass releasing heat that warms the cold air mass heading toward the oxidation chamber.
Normally, RTO equipment will have two heat exchange towers that will toggle every so often (usually every two minutes) so that one is for inlet and the other for outlet: after this time, the towers toggle so that the tower that was for inlet becomes for outlet, and vice versa. The destruction efficiency is of the order of the VOC concentration at the RTO inlet.
When the inlet concentration is high, a two-tower system may not be sufficient to ensure compliance with the set emission limit; thus, a three-tower RTO system would be necessary. In these cases, in the first cycle, the contaminated air enters tower A, the purified air exits through tower B, while in tower C a purge valve opens, allowing all the contaminated air remaining in the dead volumes of the system to be aspirated and reintroduced into the oxidation chamber. In this case, the destruction efficiency is around 99.5%.
The thermal efficiency of regenerative heat exchange systems with ceramic blocks is of the order of 0/0; thus, fuel consumption to maintain the temperature of the oxidation chamber is reasonable, even in the case where the concentration of volatile organic compounds (VOCs) is very low.
We normally talk in this case about Regenerative Thermal Oxidation (RTO). This technology is generally considered the best available technology (BAT) for emissions in industrial processes in which a flow of contaminated air is generated that exceeds the maximum authorised emission limits, and which —consequently— must be treated for purification prior to being emitted into the atmosphere.
Main parameters for the design of an RTO plant:
- Flow rate of contaminated air to be treated, in Nm3/h. Minimum, average, and maximum values.
- Destruction efficiency required to ensure regulatory compliance.
-
Nature and concentration of contaminants and presence of other compounds that may interfere with the process:
- Presence of particles, aerosols, halogens, etc.
- Corrosive hazards: dilution.
- Explosive hazards.
- Possibility of prior concentration.
- Investment and operating costs, thermal efficiency.
- Space requirements and power supplies available.
- Availability: operating hours per year.
Worst case scenario for emissions treatment:
- Very high flow rate of contaminated air: equipment dimensions. Need to reduce flow.
- Very low VOC concentration: very high burner consumption. Need to increase the concentration of VOCs.
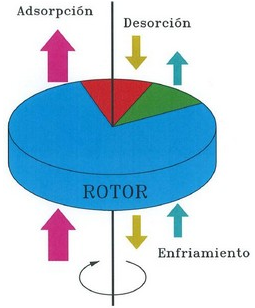
- If the composition of the contaminated air so allows (temperature, particle content, presence of “high boilers”, etc.) a rotating adsorption wheel can be used.
- VOCs are captured in the adsorption section.
- In the desorption process, pollutants are concentrated in a smaller flow of air to be treated, and there is a much higher concentration of VOCs.
- The enrichment factor is usually around 10:1.


Catalytic oxidation
Selective catalytic reduction
Selective catalytic reduction (SCR) involves reducing NOx by injecting urea or an ammonia solution into the gas flow. To increase reduction efficiency, a metal-based catalyst is used. The reducing agent reacts selectively with the NOx at a specific temperature in the presence of the catalyst and oxygen.
For most commercial catalysts (metal oxides), optimum temperatures range from 200ºC to 427ºC.
SCR Technology: Efficiency > 95%
Selective non-catalytic reduction
Selective non-catalytic reduction (SNCR) is based on the chemical reduction of the NOx molecule into nitrogen (N) and water vapour (H2O). The reducing agent in this case can be urea, which would work at a gas temperature of between 980ºC and 1170ºC, or an ammonia solution, which would work at a temperature between 870ºC and 980ºC.
The reducing agent is injected at several levels in the boiler's combustion chamber, which acts as a reaction chamber and is always above the burners. The heat from the boiler provides the energy for the reduction reaction.
In SNCR applications, NOx reduction efficiencies of 30% to 50% can be achieved.

Success stories
They have already taken the step. Now it's your turn

Viseu Portugal
- Flue Gas Flow
- 94.137 Nm3/h
- Gas Temperature
- 142ºC
- Application
- Biomasa
- Operating Data
- Dust

ARC International France
- Flue Gas Flow
- 20,000 Nm3/h
- Gas Temperature
- 400ºC
- Application
- Glass
- Operating Data
- Dust, SO2, NOx, HF

Ferroven Venezuela
- Flue Gas Flow
- 320,000 Am3/h
- Gas Temperature
- 220ºC
- Application
- Non-ferrous casting
- Operating Data
- Dust

Cepsa Spain
- Flue Gas Flow
- 17.000Nm3/h
- Gas Temperature
- 290ºC
- Application
- Petrochemistry
- Operating Data
- Dust, NOx, SO2, HCL, dioxins

Strasbourg France
- Solution
- FIVECERAMIC, reactor, storage system and convey of hydrated lime, Filter ash storage silo, ash transport system, Centrifugal fan and motor and SCR.
- Flue Gas Flow
- 47.510 Nm3/h
- Gas Temperature
- 400ºC
- Application
- Papper manufacturing
- Emission Reduction
- Particles, SO2, NOX

Huelva Spain
- Solution
- FIVEPULSE
- Flue Gas Flow
- 545.000 Am3/h
- Gas Temperature
- 70ºC
- Application
- Copper casting
- Emission Reduction
- Particles, SO2

Galicia Spain
- Solution
- VIA HUMEDA. VENTURI
- Flue Gas Flow
- 19.000 Am3/h
- Gas Temperature
- 90ºC
- Application
- Silico-ferro manganese manufacturing
- Emission Reduction
- Particles

Basque Country Spain
- Solution
- RTO
- Flue Gas Flow
- 90.000 nm3/h
- Gas Temperature
- 130ºC
- Application
- Copper recycling
- Emission Reduction
- VOC’S, CO

Navia Spain
- Solution
- SNCR
- Flue Gas Flow
- 235.000 Nm3/h
- Application
- BIOMASS
- Emission Reduction
- NOx

Mérida Spain
- Solution
- SNCR
- Flue Gas Flow
- 125.900 Nm3/h
- Application
- BIOMASS
- Emission Reduction
- NOx

Navarre Spain
- Solution
- FIVEPULSE
- Flue Gas Flow
- 230.000 Nm3/h
- Gas Temperature
- 130ºC
- Application
- Graphite electrode production
- Emission Reduction
- Particles

Ciudad Real Spain
- Solution
- Cyclone pre-separator, bag filter, lime storage and injection sistema, ash trasnport and storage silo, centrifugal fan.
- Flue Gas Flow
- 180.000 Nm3/h
- Gas Temperature
- 150ºC
- Application
- BIOMASS
- Emission Reduction
- Particles, Sox, HCL

Huelva Spain
- Solution
- Cyclone pre-separator, bag filter, lime storage and injection sistema, ash transport and storage silo, centrifugal fan.
- Flue Gas Flow
- 180.000 Nm3/h
- Gas Temperature
- 150ºC
- Application
- BIOMASS
- Emission Reduction
- Particles, Sox, HCL